При прокладке трубопровода методом горизонтально-направленного бурения основным типом сварки труб ПНД является стыковая сварка, осуществляющаяся при помощи спец-оборудования, принцип работы которого основан на расплаве торцов труб и последующего их соединения под необходимым давлением.
Подготовка к работе
Оборудование для закрепления и стяжки ПНД труб (станину) необходимо установить на прочную и ровную поверхность. В непосредственной близости с местом сварки устанавливаются: гидравлика (в работе так же используют оборудование без гидравлики с механической подачей), торцеватель и нагреватель (зеркало), после чего данное оборудование необходимо подключить к электросети и соединить шланги гидравлического аппарата.
При наличии ПНД трубы, диаметр которой меньше, чем имеющийся размер диаметра центратора, устанавливаются специальные вкладыши, уменьшающие значение диаметра до необходимого.
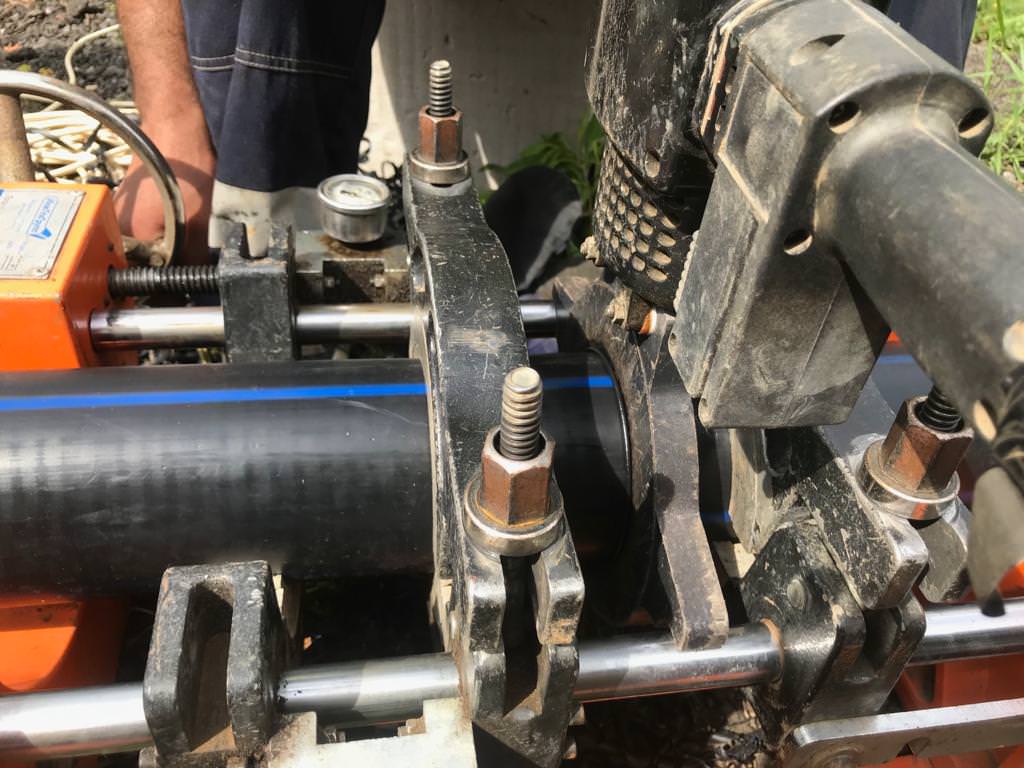
Трубы для сварки фиксируются в кольцевых зажимах центратора, затягивающихся при помощи болтов или гаек (в зависимости от конструкции). Для удобства сварки трубы укладывают примерно на одной высоте с оборудованием, используя специальные подставки, оснащенные роликами. После фиксации ПНД труб в зажимах центратора, необходимо проверить соосность двух свариваемых концов, для чего они сводятся при помощи гидравлики или механики торцом к торцу.



Торцевание труб ПНД
Между зафиксированными в зажимах центратора трубами устанавливается торцеватель, оснащенный двусторонним резаком и при сведении двух концов труб начинается процесс торцевания. После получения непрерывной стружки, непосредственно с обоих торцов, данный этап прекращается. После окончания процесса резак убирается, а трубы снова сводятся для контрольной проверки соосности (зазор между двумя торцами свариваемых труб не должен привышать 0,5 мм, в противном случае необходимо повторить торцевание).



Сварка труб ПНД
Перед началом этапа сварки нагревательный элемент (зеркало) разогревается до нужной температуры и помещается на станину между трубами.
Промежуток времени, который необходим для расплава пластика торцов труб, размер грата, необходимое значение давления между торцами труб при расплаве, а также время остывания при сброшенном давлении уточняются при помощи таблицы сварки.
После окончания времени нагрева пластика трубы разводятся, а «зеркало» убирается.


Остывание
Когда нагревательный элемент (зеркало) удалён, ПНД трубы сводятся под указанным в таблице сварки давлением и стык остывает (необходимо поддерживать постоянное давление на протяжении всего периода остывания). После остывания труба освобождается из зажимов центратора.
